by cidaut | Oct 23, 2023 | Materials
The STWIN project, coordinated by CIDAUT, will develop a flexible friction stir welding (FSW) system capable of automatically fabricating complex structures, for a variety of joint configurations, and for a range of steel grades and thicknesses used in the metal construction, automotive and transport sectors.
The project will address the need to improve productivity in the metalworking sector, improvement of the working conditions for welders and operators and the shortage of skilled welding personnel in Europe. This will be achieved by exploiting the specific advantages of the friction stir welding process, in combination with real-time quality control, based on innovative non-destructive testing and their integration with artificial intelligent and smart digital twin solutions. This will lead to a zero-defect manufacturing approach ensuring robustness, stability and repeatability of the process.
In FSW, a rotating tool is pressed into the gap between two parts. The friction between tool and parts produces heat, which leads to plasticising of the materials. The tool is then moved along the joint line. The combination of translation and rotation of the tool transports the material behind the tool, thus creating the joint.
In STWIN, a novel real time monitoring and control system will be built and demonstrated. The intention is to use the measured process parameters like rotation speed, forces, complemented with the measurements by a smart combination of sensors. These relationships will be used by closed-loop AI control algorithms, which will enable real time adjustment of process parameters, guaranteeing an improved joint quality, towards a more sustainable and defect-free production.
The research leading to these results has received funding from Horizon Europe under Grant Agreement nº 101112504.
by cidaut | Jul 15, 2021 | Materials, MOBILITY
High strength steel tubular frames are a cost effective solution for urban electric vehicles. On one hand the high mechanical characteristics of HSS together with advanced design methodologies makes possible to create an almost non-deformable cabin to guarantee passengers’ and battery’s safety, on the other hand, their predictable behavior and high elongation allow to improve the energy absorption of the collapsible zones.
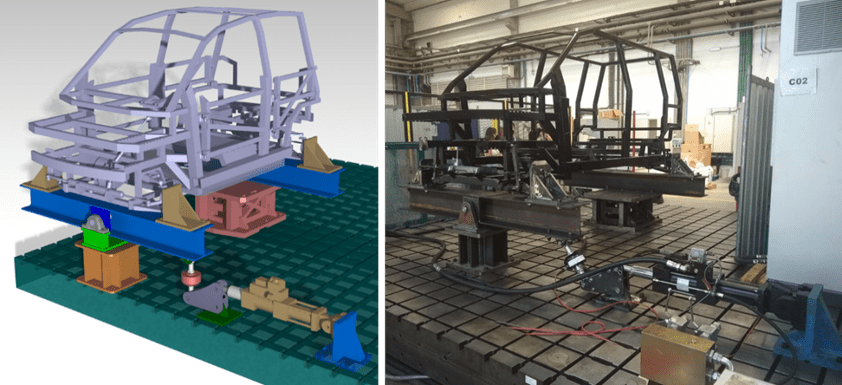
But one of the challenges of the high strength structures when they are highly demanded is the welding process. In this case the welding process has been optimized to nearly obtain the same mechanical properties of the base material, mainly DP800 and DP1000. But the development has gone one step forward, because Cidaut has developed a methodology to determine the effect of the welding process in the fatigue life of the joints in the vehicle structure.
The methodology is based in the use of finite elements simulations and takes into account not only the longitudinal geometry of the beams, but also the section of the beam and the influence of the welding process. The methodology has been validated through the testing of specimens at laboratory scale, and nowadays is been validated in a full vehicle structure test.
The fatigue loads have been determined thanks to the use of a multiboby analysis, where the everyday manoeuvers have been modelled (curves, braking, small potholes, braking in turn, acceleration,…) and the forces in the four corners of the vehicle have been determined to be used in both the finite element simulation and the validation test.
This development has been made in the frame of the European Project Avangard, a three years European Project that has recently reached his midterm. The research leading to this result has received funding from the European Union Horizon 2020 Programme under Grant Agreement nº 869986.
by cidaut | May 17, 2019 | Materials
The Bracketweld project, led by the CIDAUT and granted by the clean sky programme JTI-CS2-2014-CFP01-LPA-02-03 GAP, number 686611, presented his final results on 28th frebuary 2019.
The general objective of the BRACKETWELD project has been to develop an innovative technology for the rapid assembly of thermoplastic supports so that there is an improvement in the integration of these materials, in particular supports of thermoplastics material as PEI, with the thermosetting composite components currently used in aircraft structures. It also seeks to be a greener, efficient and cost-effective solution than the current ones.
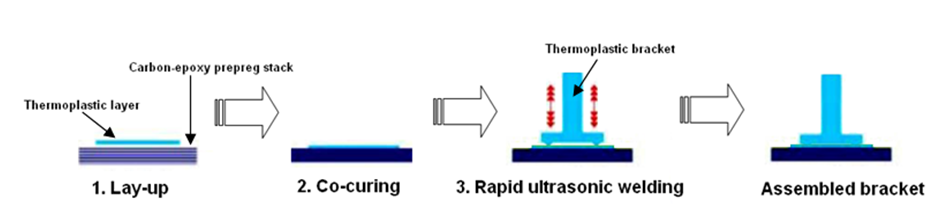
This innovative assembly technology is based on the idea of using the fast and efficient ultrasonic welding technology to assemble thermoplastic brackets to thermosetting composite structural components.
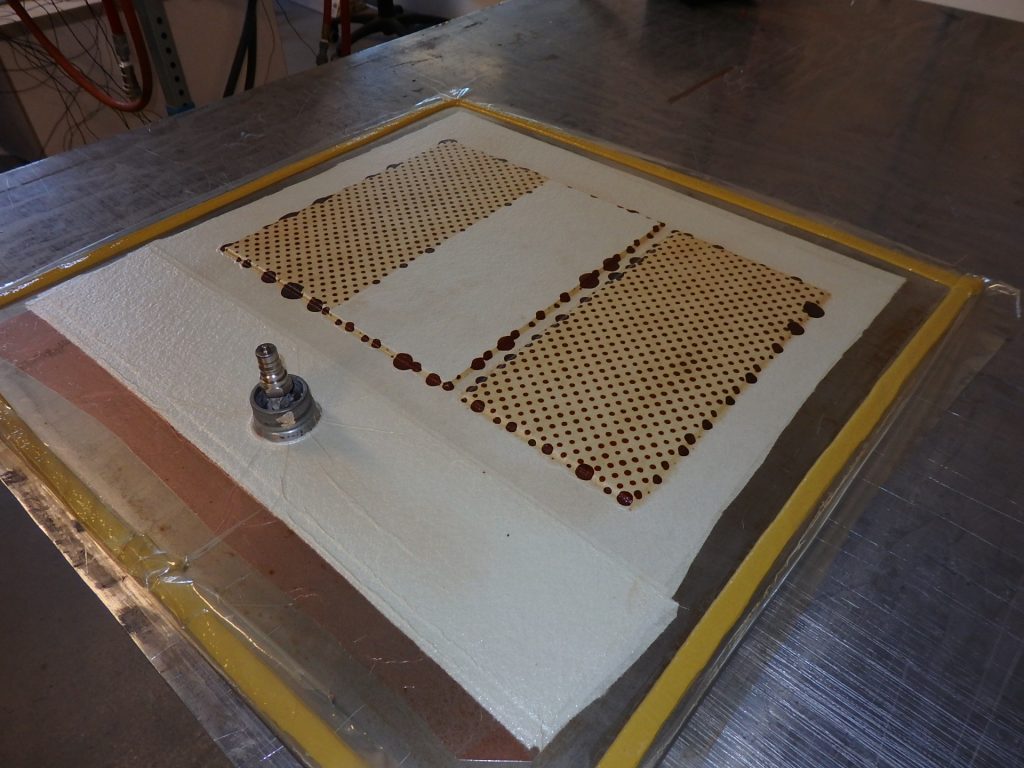
As thermosetting materials cannot be welded, a thermoplastic surface media has to be strongly attached to the thermosetting composite structure by a co-curing process, being this surface media used as an anchor interface for the latterly welding of the thermoplastic brackets by any fusion bonding technique, and especially by the ultrasonic welding.






The key challenge for the development of this innovative technology will be the development of the appropriate surface media that must be compatible with the typical thermoplastic materials used for the injection of brackets (PA, PEEK, PEI,..) while at the same time achieving a very high adhesion strength to the thermosetting composite laminate during the curing of the structural components.

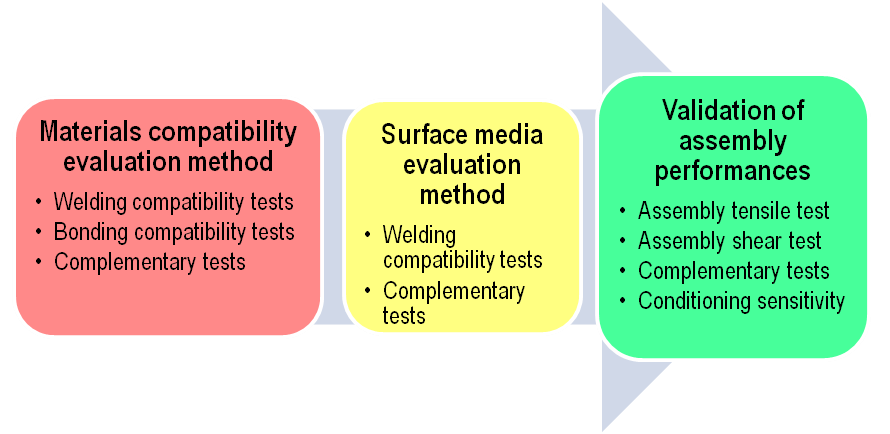
With the objetive to achieve a succesful results, three great phases was developement:
In the first, an innovative test method was developed combining different mechanical and lab tests to analyze the performance of the co-cured welded joints. This test method was used to assess the compatibility and the behaviour of a large series of commericial references of surface medias, and also of in-house developed formulations for surface media.
The second was focused on the validation of the conclusions obtained in the first part of the project . It was necessary implied a redefintion of the welding procedure and parameters. New samples were welded to validate the performance of the welding tool and ensure that the performance of the welded joints was not affected by this change.
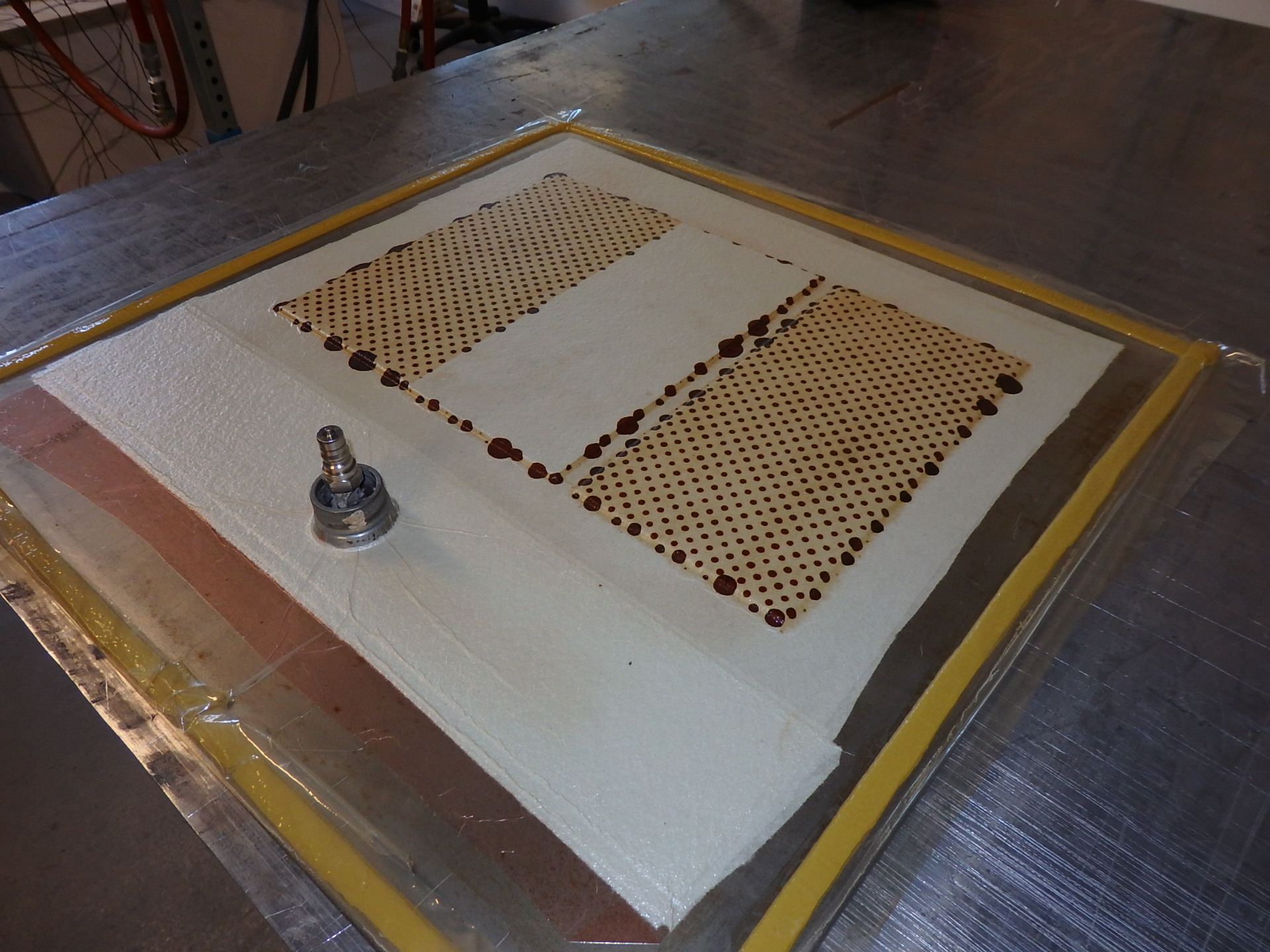
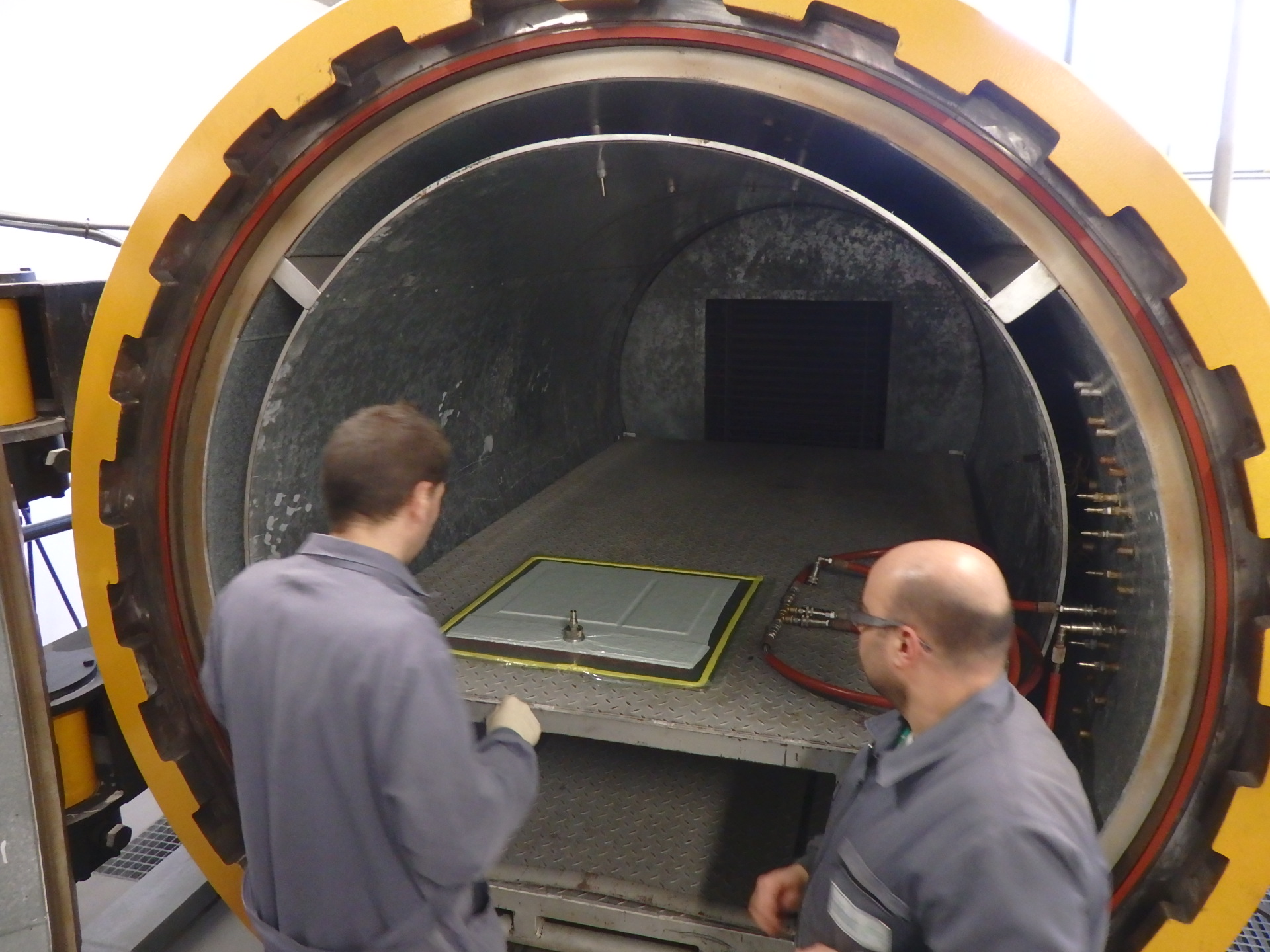
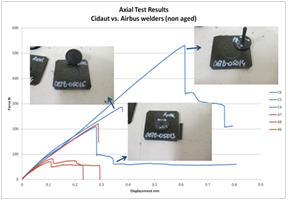
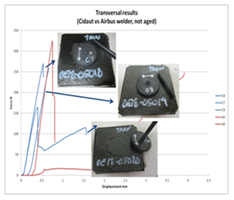
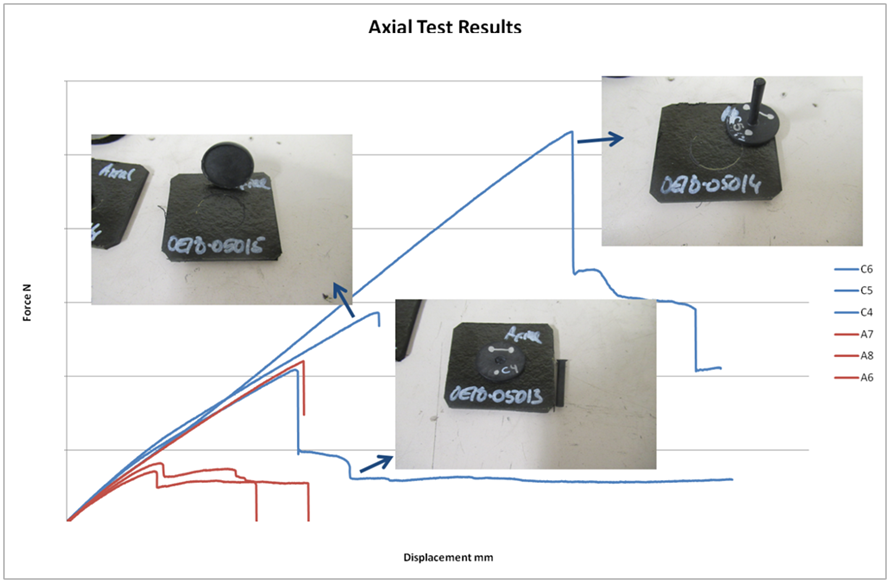
And finally,in the third phase, the curved panels were produced, after the tooling design and manufacture, the chosen surface medias were co-cured and welders were used to manufacture a new series of curved panels. These welded joints were analyzed under different condtions (room temperature and hot and wet) and load cases (axial and transversal) comparing the performances of the joints versus those of the previous stage and the different load cases and situations. This analysis has resulted in a series of recommendations for the future market uptake of the project technologies.


The success in the development of the activities proposed in the BRACKETWELD contributes to the development of the rapid assembly process for the integration of brackets and fittings into structural thermosetting composite components leading to significant advantages related to the reduction in weight (associated to the change from metal to thermoplastic brackets), assembly costs and energy reductions compared to the current adhesive bonding methods, since is that there is no need for surface preparation, adhesives, and curing time nor expensive quality control procedures. To illustrate the magnitude of the benefits achieved by the development of this rapid assembly technology, it has to be considered the number of ten thousand brackets used today in the A350-XWB, and this allow us to contributed to the achievement the innovative assembly technology through the evaluation of the performance of the assembly itself in accordance with the specifications of typical aeronautical requirements used in the joined/bonded supports.
Much knowledge has been generated during the project that will enable the technology update in the future, though higher TRL levels call for larger experimental campaigns, and more robust manual welding tool design. This may be exploited not only for the specific application of System-Structure integration in aviation, but also for the general development of the welding capability for thermosetting composites that may be useful in other applications and sectors.
For instance, the laboratory characterization methodologies and the procedures for the elaboration of suitable surface media that have been developed in the project for the specific application of ultrasonic welding of PEI brackets will be also useful for:
- the rapid assembly of thermosetting composite components with suitable surface medias using the welding techniques already industrialized for thermoplastic composites like resistance or induction welding,
- the assembly of thermosetting composites with suitable surface medias to thermoplastic components or thermoplastic composite components,
- the capability to manufacture hybrid components (thermoset composite-thermoplastic) by over-moulding a thermoset composite component having a suitable surface media with a thermoplastic material by injection moulding for an added functionality.
These potential new capabilities for thermosetting composite components will have a positive impact for the reduction of current assembly times and costs, increasing the number of applications of composite lightweight materials in Transport Sectors for reducing vehicle weights, fuel consumptions and emissions. For instance, in the Automotive Sector, where the need for lightweight materials is increasing and the use of composite materials will grow. The development of rapid and reliable joining technologies for thermosetting composite components may boost the current developments related to the use of carbon fibre composites in vehicle structures, since the assembly and repair of these structures is nowadays a handicap compared to the traditionally used steel and aluminium structures.
More information https://www.cidaut.es/bracketweld-project/about/
by cidaut | Dec 21, 2018 | Sin categoría
Brackets are small elements used as local links between aircraft structure, systems and cabin. Nowadays, most of the components of the structure are made of polymer composites, the majority of them being formed of carbon fibres reinforced thermosetting matrices. The state-of-the-art techniques for joining brackets or other small functional elements to these composite structural components are based on mechanical fastening and adhesive bonding. These joining processes are time consuming, and add significant labour and tooling costs to the assembly process, even for the attachment of such small components. Moreover, the adhesion strength achieved is often limited requiring dedicated surface treatments to be applied. An additional handicap for a strong adhesive bonding happens when the composite component is painted.
The Bracketweld project aims at contributing to the green and cost-efficient integration of systems and aircraft structures by the development of an innovative technology for the rapid assembly of thermoplastic brackets to thermosetting composite components currently used in aircraft structures. This has been done using the fast and efficient ultrasonic welding technology to assemble thermoplastic brackets to thermosetting composite structural components. As thermosetting materials cannot be welded, a thermoplastic surface media will be strongly attached to the thermosetting composite structure by a co-curing process, being this surface media used as an anchor interface for the latterly welding of the thermoplastic brackets by any fusion bonding technique, and especially by the ultrasonic welding.
The first two years of the Bracketweld project have been focused on the development of an innovative Test Method for the evaluation of different materials compatibility. The proposed welded joint combines a thermoset material with a film and a thermoplastic bracket, while the latter do not necessarily need to be the same material (because of cost or processability issues). This methodology is then the basis of the film quick down material selection ensuring a good level of adhesion with this welding method. This methodology was developed in pararell with the investigation, manufacturing and evaluation of the most appropriate surface media for the specific case under study in this project, including the formulation and development of custom surface medias at CIDAUT. Different material combinations were assessed with the Test Method.
The final year of this project has been devoted to the validation of the developed concepts. Having defined a robust and reliable test method, and chosen a film for the project use case, the validation of the methodology has been upscaled to a single curvature panel, from a machine assisted welding to a manual welding operation, and from room temperature and axial testing conditions to shear and hot/wet environments.
by cidaut | May 18, 2018 | Sin categoría
Bracketweld project has been running for already two years time (see link). During this period CIDAUT has developed a methodology to adjust the welding parameters, and a methodology to evaluate the performance of the welded brackets. In this process, different surface media have been evaluated selecting the most appropriate one based on different criteria.
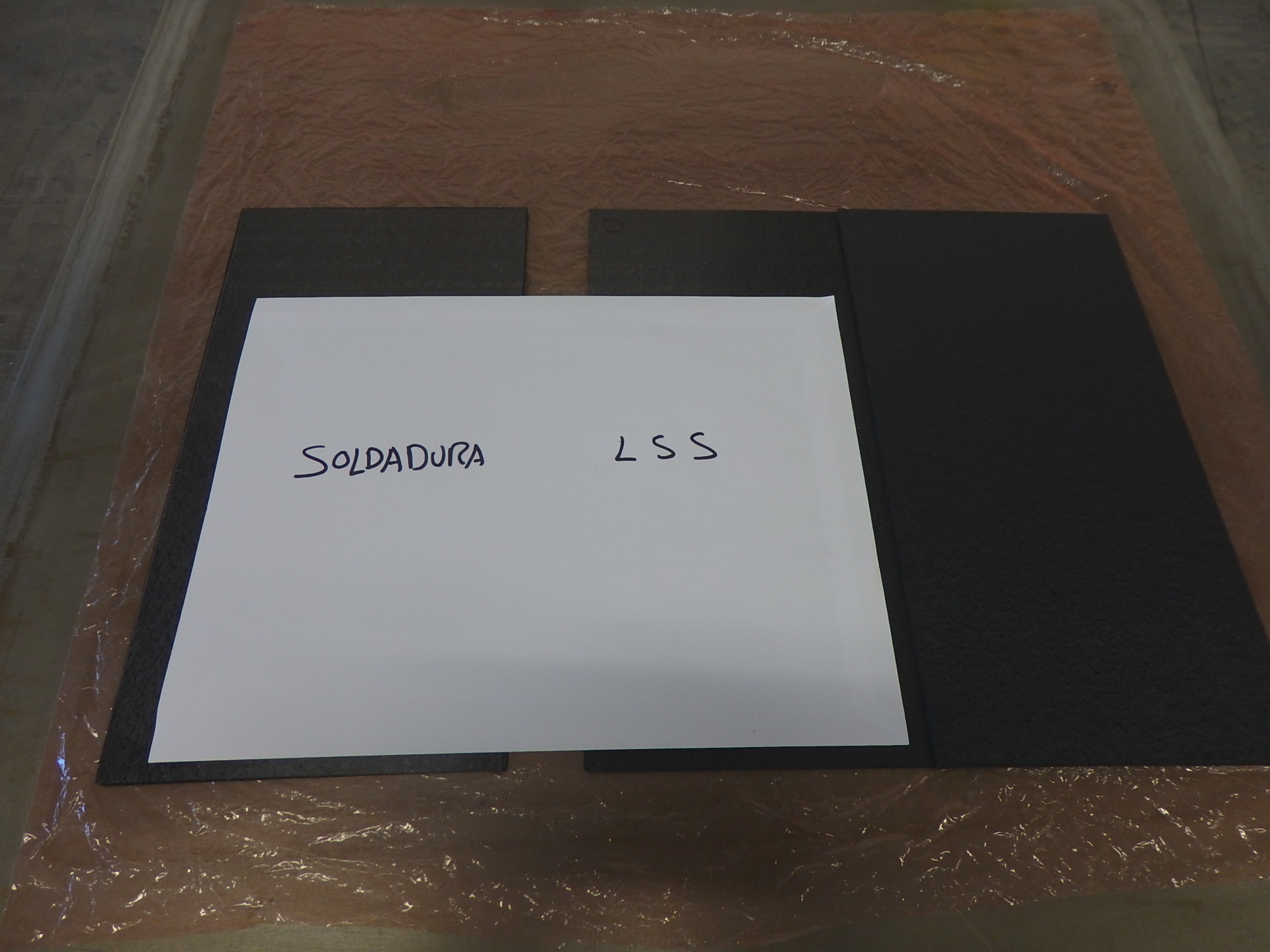
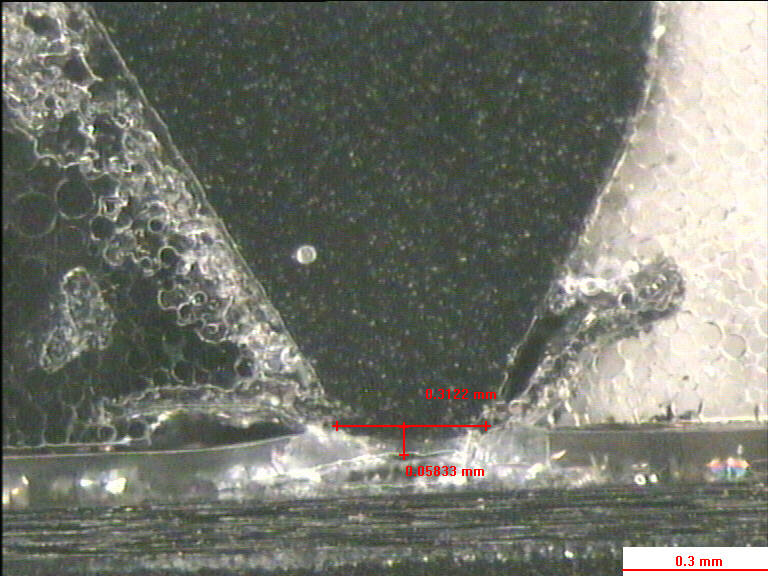
The joint between the bracket and the thermosetting composite laminate (having a suitable surface media) will have two joint interfaces: one thermoplastic/thermoplastic interface, developed during the ultrasonic welding process, and one thermoplastic/thermosetting interface, developed during the co-curing of the thermosetting composite laminate with the thermoplastic surface media. Generally, the joint strength of the global bracket-to-component assembly will be limited by the weakest of the two interfaces:
Weld strength at the thermoplastic-thermoplastic interface developed through the ultrasonic welding which depends on the compatibility of the base materials of the thermoplastic bracket and thermoplastic surface media.
Bond strength at the thermoplastic-thermosetting interface developed through the co-curing process depends on the compatibility between the thermoplastic surface media and the thermosetting prepreg.
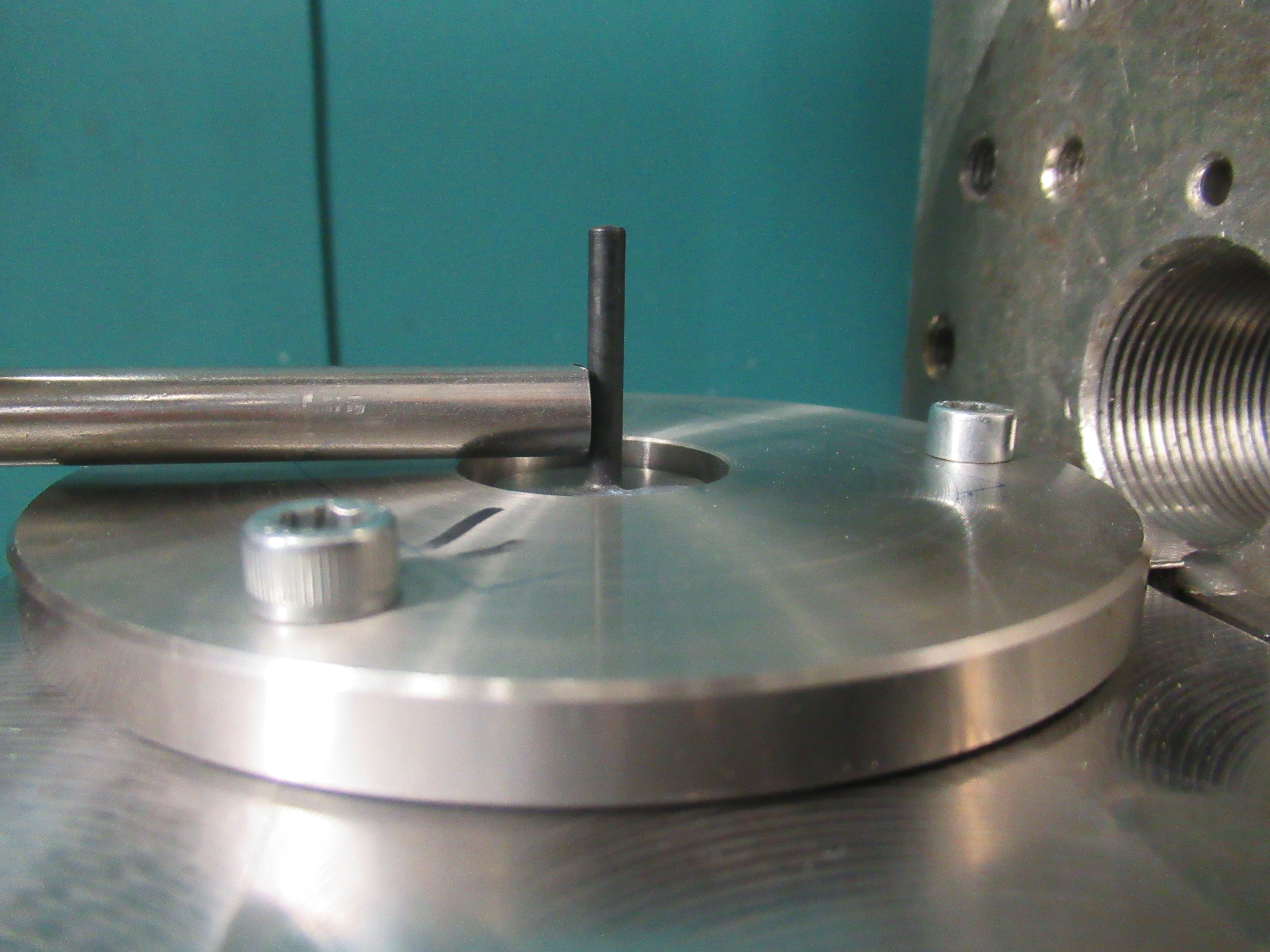
During the first part of the project, two different test were defined and set up to evaluate these strengths. Additionally, the evaluation of materials compatibility includes complementary laboratory tests like calorimetry (DSC), rheology (MFI) and microscopy that provide valuable information in order to better understand the results from the mechanical compatibility tests
In terms of surface media, different commercial references have been studied; research activities have included the selection/development of a suitable material formulation and the optimization of surface media parameters like thickness and morphology (porosity).
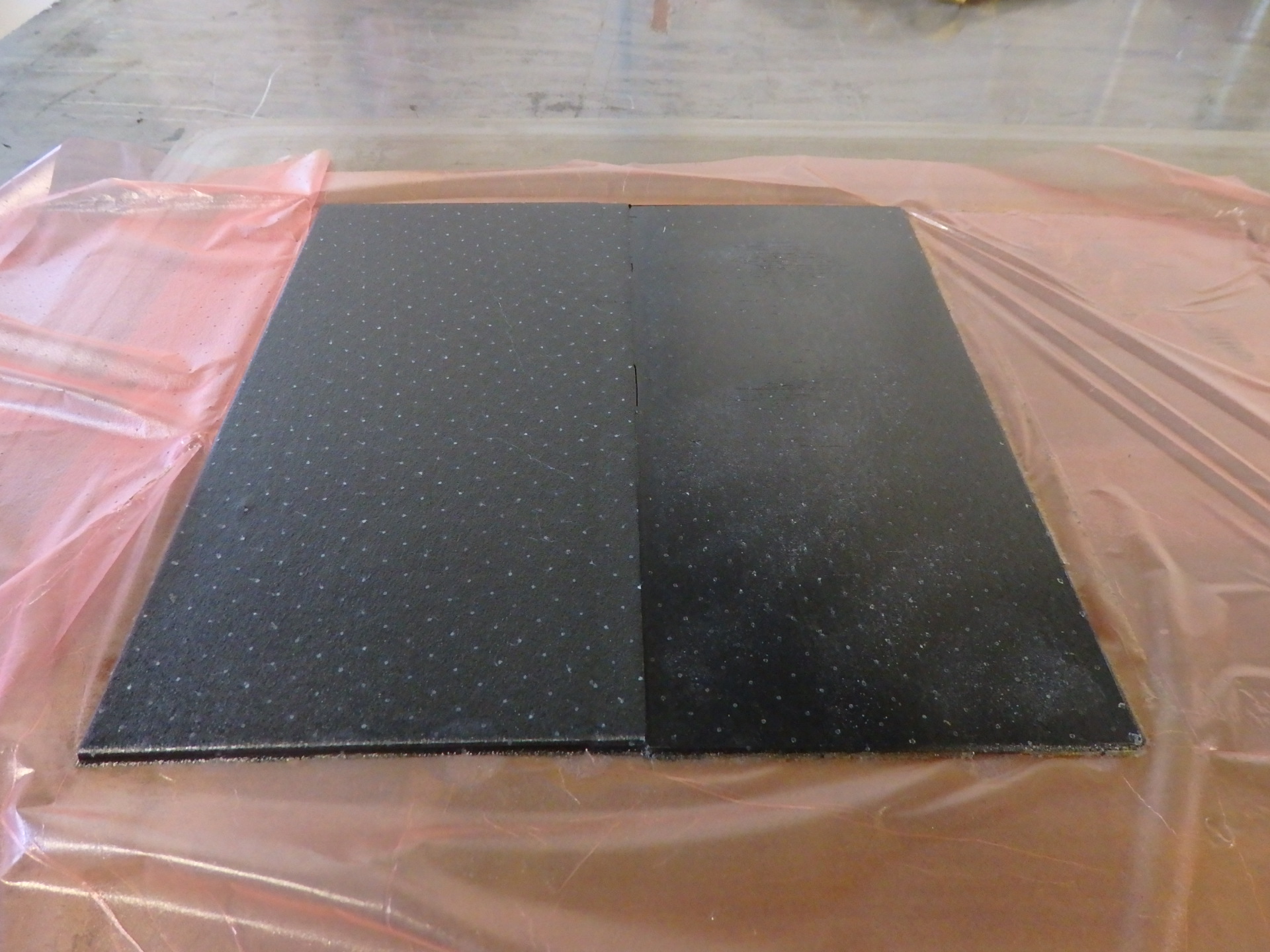
Regarding thickness, the thickness of thermoplastic films was optimized. Regarding morphology, the advantages of using additive manufactured plates were evaluated.
CIDAUT also developed its own surface media to evaluate material blends different from those available commercially.